How does mold wall thickness affect injection molding? Why is it essential for determining part accuracy and manufacturing efficiency? The answer lies in wall thickness. It helps improve cooling and material flow and mitigates defects. Non-uniform wall thickness results in sink marks, warping, and increased operation expense. Conversely, a uniform wall thickness validates reliable, accurate cooling and removes stress concentrations, resulting in high-end parts with improved performance.
Besides, it helps in removing air traps, confirming smooth molten plastic transition, and eliminating the happening of weak points. Overall, the right thickness enables you to maintain part integrity and reduces material use/wasteage.
In this guide, we will explain the significance of uniform wall thickness and how to iterate it. Moreover, it will provide you with effective practices to avoid production flaws and advance your molding process. Besides, it will take a glance at potential challenges and their ultimate solutions. So, keep on reading!
What Is Injection Molding Wall Thickness?
Injection molding wall thickness impacts every aspect of production. A uniform thickness allows easy part ejection through the mold. It influences part integrity, cooling speed, plastic movement, and product performance. The optimal wall design strengthens parts and helps eliminate errors while maximizing production throughputs.
What Is Wall Thickness?
Wall thickness determines the inner and outer width measurements of a molded item. The molten plastic flows through the mold and cools into its final shape. Selecting the right wall thickness protects the part against warping, sink marks, flashing, and void formation during ejection.
Generally, wall thickness adheres to certain set standards. It typically depends on the material characteristics. For example, amorphous plastics like ABS and polycarbonate exhibit wider thickness ranges. Moreover, nylon and polypropylene require exact wall thickness because these materials often shrink when their walls are uneven.
Why Does Uniform Wall Thickness Matter?
Uniform wall thickness builds equal stress tolerance throughout the product part. Parts made with irregular walls usually develop defects that shorten their usable lifetime.
A part with consistent wall thickness works better and efficiently. Uniform cooling helps optimize production and demands less energy and manufacturing resources. A regular wall pattern helps designers use less material while saving costs. Ultimately, they can produce better-quality parts with zero to minimal defect rates.
What Are The Consequences of Non-Uniform Wall Thickness
Plastic molding parts need uniform wall thickness to perform better. Parts made from uneven layers tend to incur flaws and weaken their strength while increasing production costs. So, it’s a must to know these effects to optimize design and manufacturing. Here are some of the common challenges you may encounter due to inconsistent wall thickness.
Warping and Shrinkage
Generally speaking, the part cools at different speeds due to uneven thicknesses. Faster cooling rates are needed in case you are dealing with thin sections. Whereas thicker parts take longer to solidify. The different cooling rates across the part create internal tension. This leads parts to warp and become dimensionally inaccurate. Warped components do not match their intended specifications and performance as desired.
Shrinkage
Shrinkage is another major defect that happens due to non-uniform wall thickness. As plastic cools, it contracts. Parts will establish irregular shapes because of differential cooling rates.
For example, a plastic panel with uneven thickness will warp when manufactured, which makes the parts misalign during assembly. Similarly, medical devices that lack precise fits due to shrinkage problems may become unsafe to use.
Sink Marks and Voids
Thicker sections retain heat longer and demand slow solidification. If the external layer of the material cools down, the inner portion will continue to shrink. The heated metal develops low areas known as sink marks. These marks can damage end-product quality and make structures less rigid.
Air Pockets
Air pockets and incomplete packing appear when thick parts solidify before all material has time to settle. The reduction in inner core size forms natural empty spaces within the solidifying outer layer. Internal defects weaken the material and make parts break more frequently under stress.
A uniform wall thickness helps prevent these material problems from developing. A steady cooling rate avoids part shrinkage, which protects its surfaces and retains internal strength. Manufacturers can intensify product quality by iterating design changes that lead to improved aesthetic value and functionality.
Premium Parts offers advanced mold solutions to prevent such issues from appearing. Our Engineers provide you guidance to optimize your product design. For any query, feel free to ask our experts!
Material Flow and Filling Issues
Uneven wall surfaces make molten plastics move slower in the mold cavities. Thick portions resist material flow, while thin zones receive material fast. Short shots occur when plastic does not fill all the mold cavities due to the inappropriate flow of material. As a result, the product parts become weak and flawed.
Air cavities within the plastic material can lead to unequal material movement, creating built-up gas pockets in the thicker mold sections. The irregular patterns cause damage to weak areas on the mold surface and leave empty spaces.
Therefore, designers need to establish natural shifts between different parts to stop these quality issues from happening. Gradually varying wall thickness helps the material move smoothly through the mold and fills all areas better while avoiding product issues.
Increased Cycle Times and Costs
Thicker part sections usually need cooling and take more time to finish. So, high-volume production gets slower when cycle times extend.
Similarly, a part with uneven thickness requires more material to develop. When plastic builds up in the thicker part, it increases production expenses and generates unnecessary waste. Flawed products need to undergo repair or exchanging. Eventually, it leads to higher operational expenses.
So, when wall thickness remains consistent, manufacturers not only produce parts faster and save materials, but they can avoid additional production expenditures.
The Selection of Appropriate Materials for Injection Molding
Another major factor that affects the wall thickness is the choice of materials. Choosing suitable materials provides parts with better durability and enhanced strength. Each plastic type shows special characteristics that determine how it performs and how it reacts to molding and shrinking. By knowing these elements, manufacturers can produce high-quality parts that avoid errors. Besides, it’s important to perform a testing and trial session for different materials and particular plastic designs.
The choice of materials must meet three key requirements, which are mechanical strength, temperature tolerance, and chemical resistance. ABS and polycarbonate plastics do have heat resistance and a level of strength, however, they require special cooling management during injection molding. Nylon and polypropylene semi-crystalline plastics need a specific wall thickness to maintain straightness during cooling.
Moreover, you need to maintain a balance between functionality and performance. Plastic materials that flow smoothly through the mold system offer fewer shape imperfections and trap less air inside. Plastic materials with thick consistency require strong injection pressure, which affects mold building. Selecting the right materials helps reduce production times while giving better surface quality and longer product life.
Recommended Wall Thickness for Common Injection Molding Materials
Selecting the right wall thickness increases the durability of the material and removes defects. Each material contains its suitable wall thickness range which every manufacturer should know. Some materials can handle thin walls, however, some need thicker walls. The following table contains a list of materials and their recommended wall thickness range.
| Material | Recommended Wall Thickness (mm) |
| ABS | 1.1 – 3.5 |
| Polycarbonate (PC) | 1.0 – 4.0 |
| Nylon | 0.8 – 3.0 |
| Polypropylene (PP) | 0.8 – 3.8 |
| Polystyrene (PS) | 0.9 – 3.8 |
| Acrylic (PMMA) | 0.6 – 3.8 |
| Polyethylene (PE) | 0.8 – 5.0 |
| Acetal | 0.762 – 3.048 |
| Liquid Crystal Polymer | 0.762 – 3.048 |
| Long-Fiber Reinforced Plastic | 1.905 – 25.4 |
| Polyester | 0.635 – 3.175 |
| Rigid PVC | 2.286 – 6.35 |
| Soft PVC | 0.635 – 3.81 |
| Polyphenylene Sulphide | 0.508 – 4.572 |
| Polyurethane | 2.032 – 19.05 |
Selecting appropriate materials and wall thickness improves product quality by strengthening parts and lowering production expenses. The optimization of mold design depends on material selection to produce high-quality products.
How To Optimize Wall thickness Injection Molding?
With the proper wall thickness settings, manufacturers can enhance the quality of parts and reduce defects. A well-designed component helps the material flow smoothly while preventing distortion. Thus, they get high-end products at affordable costs. Using the standard production methods, manufacturers can achieve better results.
Material Selection and Its Influence on Wall Thickness
Different plastics behave differently when they incur changes in the wall thickness. Plastics like ABS and polycarbonate maintain their strength when made thicker without showing significant problems. However, the wall thickness of nylon and polypropylene parts should be consistent. That’s because the semi-crystalline materials are prone to wrapping and shrinking when their wall thickness varies.
Moreover, material properties like tensile strength, elasticity, and thermal endurance also influence the wall thickness. The rate at which materials shrink determines the optimal wall thickness. Plastics with a high shrinking rate need consistent wall dimensions to stay stable. For example, the shrinkability of polyolefins exceeds polystyrene, so precise control of thickness becomes essential for making precision parts.
Design Guidelines
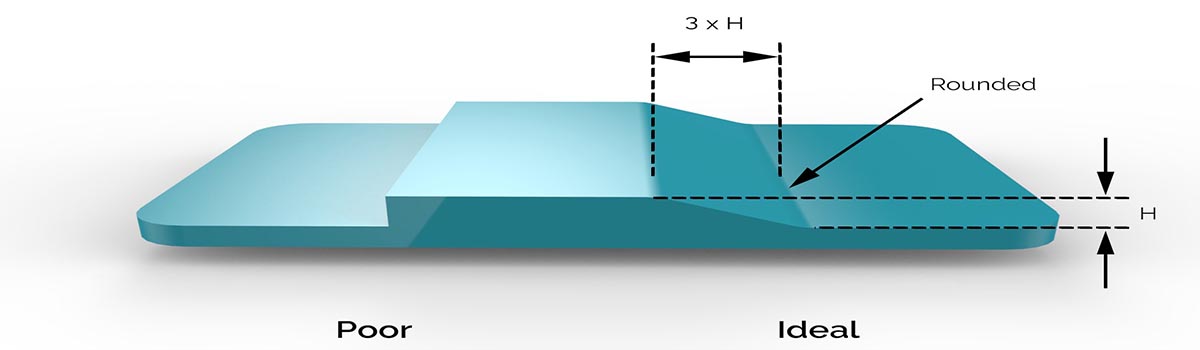
The changes in the thickness flow should be steady to avoid sudden shifts. Fast changes can stress the material at specific points and cause it to split and warp. A smooth thickness transition lets the plastic melt evenly, preventing sink marks and voids from forming.
Adding ribs and gussets improves part strength without making the component thicker. Designers enhance part strength by placing support features at specific areas to hold up the structure rather than adding thicker walls. This practice maintains part stability while using less material.
Maintaining the wall thickness makes it easier for the mold to fill the part properly. The consistent shapes of sections let molten plastic flow easily across them, which decreases material leakage and air bubbles. Moreover, the proper placement of vents and gates ensures that plastic distributes evenly, resulting in a uniform product finish.
Advanced Techniques to Manage Wall Thickness
Mold flow analysis identifies the right wall thickness for better production results. Simulation programs show how materials respond and find problems before actual manufacturing starts. Engineers use flow pattern results to improve product designs that will be easier to manufacture. Besides, different applications may need specific wall thickness according to the performance requirements of parts. For instance, parts in automobiles need higher performance than in medical parts.
Coring works is an effective technique to lower thick areas in parts. Designers remove the unnecessary material from non-vital parts to make the product lighter and safer from shrinkage issues. Moreover, honeycomb patterns strengthen the design without adding much weight to the final product.
These modern manufacturing processes help parts work better and use fewer materials to make production faster. As wall thickness uses more material, it enhances the production costs. However, with optimized wall thickness, it not only offers sufficient strength but also minimizes production costs.
Comparison: Uniform vs. Non-Uniform Wall Thickness
Below is a table showcasing the main difference between uniform and non-uniform wall thickness and its potential impact on mold performance.
| Factor | Uniform Wall Thickness | Non-Uniform Wall Thickness |
| Cooling Time | Faster and even | Uneven and prolonged |
| Warping Risk | Minimal | High |
| Sink Marks | Reduced | Common in thick areas |
| Material Usage | Optimized | Wasted in thick areas |
| Cycle Time | Shorter | Longer |
| Cost Efficiency | High | Lower due to defects and rework |
Common Challenges and How to Overcome Them
Injection Molding Wall thickness demands expert guidance to make the right choices between product details and managing production expenses. Fixing natural production flaws leads to better product output and maximum device performance.
Dealing with Design Constraints
It becomes hard to keep wall layers evenly thin when part shapes become too complex. When parts designs need sudden angle changes and thin areas without support, they develop defects such as warping and sinking. Designers must create uniform wall thickness variations and round off their edges to eliminate these production challenges. Uniform shape changes enhance how plastic flows and maintains temperature stability.
When it comes to part strengthening, Gusset and Rib structures play a vital role. They support components without needing heavy material buildup. The use of reinforcing structures strengthens parts without the need for thick walls. Mold flow analysis finds early signs of weak areas so designers can take action before production commencement.
Addressing Cost Concerns
A well-designed product uses fewer materials and minimizes higher capital expenses. Plastic overuse in thick parts significantly raises production costs and delays in the process. It is advised to do prior mold flow analysis. It helps you predict potential weak points and early design improvements.
Preventing defects results in cost reductions. Issues with warping and shrinkage force the manufacturer to either fix the part or discard it. So, eventually, it raises overall expenses. Products made from keeping uniform walls normally encompass fewer defects and save money.
In addition, efficient cooling further saves on costs. Shorter production times increase the number of products made, which decreases the cost of each unit produced.
Conclusion
Maintaining the uniform Injection molding wall thickness is necessary to improve part integrity and aesthetics and reduce defects. By following the useful suggestions given in the article, you can optimize your mold design. Sudden cooling and improved material flow help eliminate mold defects. Moreover, it confirms scalability in molding operations.
In general, complicated specifications and geometries often present certain challenges. To simplify your project, consider working with an experienced professional to convert your ideas into tangible products. Premium Parts is a reliable resource to source your project. Our experts answer your queries and sort out problems by optimizing your design and providing professional guidance.
So, if you are facing any mold issue. Reach out to us to get your work done right.
FAQ’s
Q1: What are the consequences of inconsistent wall thickness?
Warping, sink marks, voids, and increased production costs occur as a result of inconsistent thickness.
Q2: How thick should the wall be in injection molding?
The ideal wall thickness in injection molding typically varies from 0.6 or 1mm to 5.0 mm. It usually depends upon part thickness.
Q3: Are ribs and gussets suitable replacements for thicker walls?
Yes, ribs and gussets are incorporated to increase the part strength yet maintain uniform thickness and reduce material wastages
Q4: How can we optimize wall thickness in injection molding?
To optimize wall thickness in injection molding, try to keep it uniform. It ensures even cooling and prevents defects. Additionally, avoid sudden thickness changes to improve strength and flow.